

Bideo emanaldia
Hasung-ek, metal preziatuen txanponak egiteko irtenbide profesional gisa, hainbat txanpon egiteko linea eraiki ditu mundu osoan. Txanponen pisua 0,6 g-tik 1 kg-ra bitartekoa da, forma biribil, karratu eta oktogonalekin. Beste metal batzuk ere eskuragarri daude, hala nola zilarra eta kobrea.
Hasung-ekin banku-zerbitzua eskain dezakezu irtenbide bakarra eskaintzekotxanponak egiteko lerroaFabrikazio paketeak tokiko gidaritza, txanponak egiteko ekipamendua eta prozesuan zehar eskalatzen laguntzeko ingeniariak barne hartzen ditu. Gure ingeniariek urrezko txanponak egiteko prozesuen ikerketan parte hartu dute eta txanpon-etxe ezagun handietan aholkulari tekniko gisa aritu dira.
Hasung-ek txanponak egiteko arazoak konpontzean jartzen du arreta, metal preziatuei buruzko urratsez urratseko argibideak eskainiz. 20 urte baino gehiago daramatzagu urrezko eta zilarrezko txanponak egiteko makinen abangoardian, ingeniaritza zerbitzu profesional eta zehatza, tokiko prestakuntza eta laguntza teknikoa ditugu.

Mesedez, egin klikgaldaketa jarraituaren makina eta ijezketa makinakxehetasunak ikusteko.

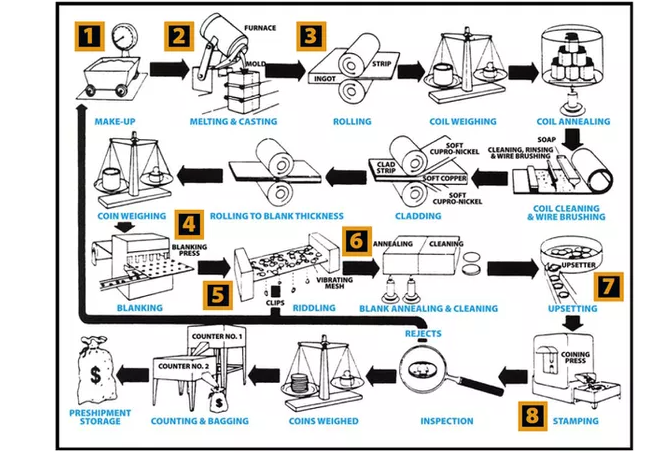
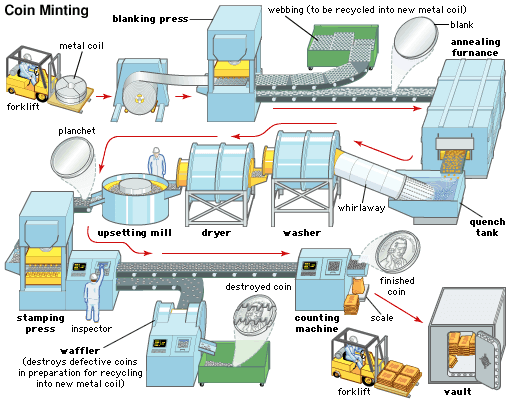
Nola egiten dira txanponak?
Txanponak egiteko erabilitako metodoak urteetan zehar eboluzionatu egin dira. Txanponak lehen aldiz Lidiako antzinako erreinuan egin ziren, duela bi mila urte baino gehiago. Antzinako txanponak egiteko prozesua nahiko sinplea zen. Lehenik eta behin, urre, zilar edo kobre puska txiki bat jartzen zen gainazal solido batean, arroka baten antzera, txertatutako txanpon-dado batean. Ondoren, langileak bigarren txanpon-dado bat hartzen zuen, gainean jartzen zuen eta mailu handi batekin jotzen zuen.
Erdi Aroko txanpon-etxeek metalezko disko biribil aurrez moldatuak eta torloju-prensa erabiltzen zituzten txanponak egiteko. Eskuzko prozesua bazen ere, errazagoa zen eta kalitate koherenteagoa ematen zuen antzinako txanponketa-prozesua baino.
Txanpon modernoak txanpon-prensa hidraulikoekin egiten dira, eta hauek automatikoki sartzen dituzte hutsak makinara. Makina bere gaitasun osoan dabilenean, prentsak minutuko 600 txanpon baino gehiago egin ditzake. Abiadura hori beharrezkoa da Estatu Batuetako Txanpon Etxearen moduko eragiketa baterako, urtero milaka milioi txanpon ekoitzi behar baititu.
Prozesua konplikatua bada ere milaka milioi txanpon ekoizteko erabiltzen den automatizazioagatik, mundu osoko txanpon-etxe guztiek erabiltzen dituzten urrats komun batzuk daude. Estatu Batuetako Txanpon-etxea munduko txanpon-etxe handiena da, eta bere ekoizpen-prozesuan zentratuko gara.
1. Lehengaien meatzaritza
Txanponketa prozesua lehengaien meatzaritzarekin hasten da. Estatu Batuetako eta mundu osoko meategiek urrea, zilarra, kobrea edo beharrezko beste metal batzuk hornitzen dituzte. Meategi hauetatik lortutako metal gordinak txanponetarako onargarriak ez diren ezpurutasunak ditu.
Beharrezko metala lortzeko mea erauzteaz gain, Estatu Batuetako Txanpon Etxeak hainbat iturritatik berreskuratutako birziklatutako metala ere erabiltzen du. Iturri horien artean daude jada "mekanizaezinak" diren eta zirkulaziotik kentzen diren txanponak. Horren ordez, Txanpon Etxera itzultzen dira, eta han txanpon berrietan birziklatzen dira.
2. Fintzea, urtzea eta galdaketa
Metal gordina fintzen da ia ezpurutasun guztiak kentzeko. Txanpon batzuek bi metal mota edo gehiagoren aleazioa behar dute. Metal findua urtu egiten da, eta zehaztapenek eskatzen duten metal desberdinak gehitzen zaizkio. Adibidez, Estatu Batuetako Txanpon Etxeak bere bost zentimoko txanpona % 75 kobrez eta % 25 nikel aleazioz egiten du.
Behin behar den purutasuna edo aleazioa lortuta, metala lingote batean galdatzen da. Txanpon-etxeak eskatzen duen metal kopuru egokia duten metalezko barra handiak dira. Metala prozesu osoan zehar egiaztatzen da purutasun egokia lortzen dela ziurtatzeko.
3. Errodadura
Lingotea lodiera egokia lortzeko prozesua luzea eta neketsua izan daiteke. Lingotea etengabe elkarrengandik hurbilago eta hurbilago mugitzen ari diren bi altzairu gogortutako arrabolen artean biribilkatzen da. Prozesu hau jarraituko du lingotea txanponarentzat lodiera egokia duen metalezko zerrenda batean biribilkatu arte. Gainera, biribilketa prozesuak metala leuntzen du eta egitura molekularra aldatzen du, eta horrek errazago jotzea eta kalitate handiagoko txanponak sortzea ahalbidetzen du.
Aleaziozko materiala denean, errekuntza egin behar da zuritu aurretik.
4. Hutsuneak
Ameriketako Estatu Batuetako Txanpon Etxeak 13 hazbeteko zabalera eta milaka kiloko pisua duten metalezko erroiluak erabiltzen ditu. Metalezko erroilua askatu eta lautu egiten da fabrikazio-prozesuko kurbadura kentzeko. Ondoren, makina batetik pasatzen da, eta honek metalezko diskoak ateratzen ditu, eta hauek egiten ari den txanponarentzat lodiera eta diametro egokia dute.
5. Asmatzea
Orain arte, metalezko piezak fabrikatzeko erabilitako ekoizpen-prozesua zikina izan da eta ingurune gogorrean egin da. Baliteke metalezko hondakin-zati txikiak txanpon-piezen artean nahastea. Txanpon-piezak tamaina egokia duten piezak bereizten ditu txanpon-piezen artean nahastutako edozein materia arrotzengandik.
6. Erreketa eta garbiketa
Txanpon-etxeak txanpon-zatiak errekuntza-labean pasatzen ditu metala biguntzeko, txanpona egiteko prestatzeko. Ondoren, txanpon-zatiak bainu kimiko batetik pasatzen dira txanponaren gainazalean egon daitekeen olioa eta zikinkeria kentzeko. Edozein material arrotz txanponaren barruan txerta daiteke txanpona egiteko prozesuan zehar, eta txatarra bota egin beharko litzateke.
7. Haserregarria
Metalezko txanpon hutsean inprimatuko den diseinua babesteko, txanpon huts bakoitza makina batetik pasatzen da. Makina horrek arrabol multzo bat du, apur bat txikiagoak direnak eta txanpon hutsaren bi aldeetan metalezko ertz altxatua ematen dutenak. Prozesu honek txanpon hutsak diametro egokia duela ziurtatzen laguntzen du, txanpon-prentsan behar bezala jo dezan. Prozesu honen ondoren, txanpon hutsari orain planchet deitzen zaio.
8. Estanpatzea edo marratzea
Orain, plaketak behar bezala prestatu, bigundu eta garbitu direnez, prest daude txanponak egiteko. Negozioetarako txanponak automatikoki sartzen dira txanpon-prentsara, minutuko ehunka txanponetara irits daitekeen abiaduran. Bildumagileentzako egindako froga-txanponak eskuz sartzen dira txanpon-prentsara eta gutxienez bi txanpon jasotzen dituzte txanpon bakoitzeko.
9. Banaketa
Ikuskapena gainditzen duten txanponak banaketarako prest daude orain. Negozioetan egindako txanponak biltegiratze-poltsa handietan sartzen dira eta mundu osoko banatzaileei bidaltzen zaizkie. Bilduma-txanponak euskarri eta kaxa berezietan jartzen dira eta mundu osoko txanpon-bildumagileei bidaltzen zaizkie.



Xehetasunak:
Klik egingaldaketa jarraituaren makina.



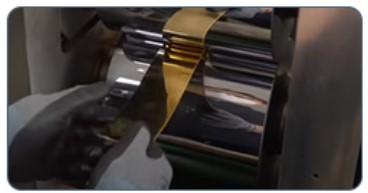
Xafla-laminagailu
Bi motatako xafla-ijezkailuak daude barrak / txanponak egiteko, lehenengo motako xafla-ijezkailuak gainazal normala egiten du, kasu honetan, normalean azken leunketa behar du edalontzi-leungailu batekin.
| MODELO ZK. | HS-8HP | HS-10HP |
| Marka Izena | HASUNG | |
| Tentsioa | 380V 50/60Hz, 3 fase | |
| Potentzia | 5,5 kW | 7,5 kW |
| Arrabola | 120 diametroa × 210 mm zabalera | diametroa 150 × zabalera 220 mm |
| gogortasuna | 60-61 ° | |
| Dimentsioak | 980 × 1180 × 1480 mm | 1080x580x1480mm |
| Pisua | gutxi gorabehera 600 kg | gutxi gorabehera 800 kg |
| Gaitasuna | Gehienezko biribilketaren lodiera 25 mm-koa da | Gehienezko biribilketaren lodiera 35 mm-koa da |
| Abantaila | Markoa hauts elektrostatikoki garbituta dago, gorputza kromo gogor apaingarriz estalita dago, eta altzairu herdoilgaitzezko estalkia ederra eta praktikoa da, herdoilik gabe. abiadura bakarra / abiadura bikoitza | |
| Bermearen ondorengo zerbitzua | Bideo bidezko laguntza teknikoa, lineako laguntza, ordezko piezak, mantentze-lanak eta konponketa zerbitzua | |
Wolframiozko altzairuzko ispilu gainazaleko laminazio-errota
Beste mota wolframiozko altzairuzko materialaren ispilu-gainazaleko xafla-iringailua da. Iringailu mota honekin, ispilu-gainazaleko xafla lortuko duzu.
| Modelo zenbakia | HS-M5HP | HS-M8HP | ||
| Marka Izena | HASUNG | |||
| Tentsioa | 380V; 50/60hz 3 Fase | |||
| Potentzia | 3,7 kW | 5,5 kW | ||
| Wolframioaren arrabolaren tamaina | 90 diametroa × 60 mm zabalera | 90 diametroa × 90 mm zabalera | diametroa 100 × zabalera 100 mm | diametroa 120 × zabalera 100 mm |
| Arrabolaren gogortasuna | 92-95 ° | |||
| Materiala | inportatutako tungsteno altzairuzko billetea | |||
| Dimentsioak | 880 × 580 × 1400 mm | 980 × 580 × 1450 mm | ||
| Pisua | gutxi gorabehera 450 kg | gutxi gorabehera 500 kg | ||
| Ezaugarriak | Lubrifikazioarekin; engranaje bidezko transmisioa; 10 mm-ko lodiera duen xafla biribilkatua, meheena 0,1 mm; estrusiozko xafla metalikoaren gainazaleko ispilu efektua; hauts estatikoa markoan ihinztatzea, kromo gogor apaingarrien estaldura, altzairu herdoilgaitza estalkia, ederra eta praktikoa ez da herdoilduko. | |||
TXANPONAK ZURTZEKO PRENSA HIDRAULIKOA




Hutsune Prozesua
20 tonako txanponak mozteko / zigilatzeko prentsa hidraulikoa
40 tonako ebaketa eta erliebe prentsa hidraulikoa
Ebaketa-prensa hidrauliko hauek urrezko eta zilarrezko xafla hutsak mozten dituzte, eta ondoren prozesatzen dira. Xafla hutsa nahi den forman mozten da, biribilduz, laukizuzenez, zintzilikarioz, etab. Ebaketa-trokelen bidez, eta ondoren, hutsak estanpazio-prensa hidraulikoetan egiteko prest daude.
Ebaketa-prensa hidraulikoaren abantailak.
Urrezko eta zilarrezko hutsuneak mozteko aproposa,
Emaitza hobeak lortzeko, moztu hutsuneak ertz garbietan,
Funtzionamendu erraza eta oin eta etengailuarekin funtzionamendu bikoitzeko modua,
Ebaketa jarraitua egiteko geldigailu sistema,
Trokelen doikuntza sistema, erraz gordetzeko tiradera batekin,
Ekoizpen azkarragoa lortzeko ebaketa-doikuntza.
Hustubide-gailu batekin hornituta, komenigarria da materialak biltzea.

Parametro teknikoak
| Modelo zenbakia | HS-20T | HS-40T | HS-100T |
| Nominala | 20 tona | 40 tona | 100 tona |
| Gehienezko kolpea | 300 mm | 350 mm | 400 mm |
| Irekitze-altuera | 500 mm | 400 mm | 600 mm |
| Beheranzko abiadura | 160 mm | 180 mm | 120 mm |
| Abiadura gorakorra | 150 mm | 160 mm | 120 mm |
| Lan-mahaiaren eremua | 600 * 500 mm | 550 * 450 mm | 700 * 600 mm |
| Mahaiaren altuera lurretik | 850 mm | 850 mm | 850 mm |
| Tentsioa | 380V 3 faseko | 380V 3 faseko | 380V 3 faseko |
| Motorraren potentzia | 3,75 kW | 3,75 kW | 5,5 kW |
| Pisua | 1300 kg | 860 kg | 2200 kg |
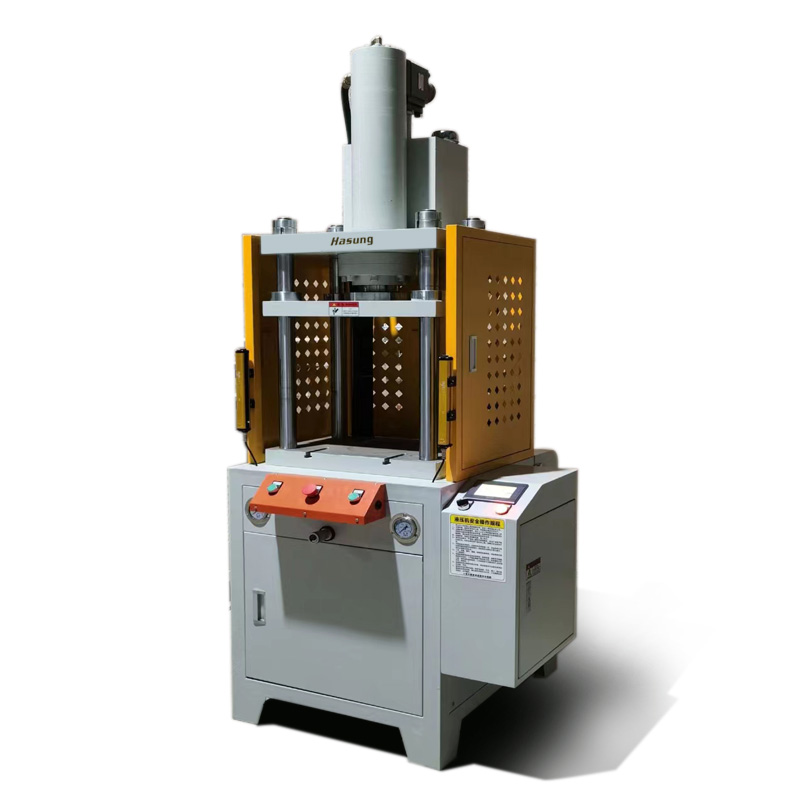
ESTANPATZEKO PRENSA HIDRAULIKOA ERABILERA ANITZEKOA






100 tonaTxanponak erliebean jartzeko prentsa hidraulikoa
150 tonako txanponak erliebeztatzeko prentsa hidraulikoa
200 tonako txanponak erliebeztatzeko prentsa hidraulikoa
300 tonako urre eta zilar txanponak egiteko prentsa hidraulikoa
150 tonako txanponak erliebean jartzeko prentsa hidraulikoa, 50 gramo arteko zilarrezko txanponak egiteko egokia. Prentsa eskuzko zein ziklo bakarreko funtzionamendu automatikorako egokia da. Txanponak automatikoki kanporatzeko mekanismoarekin eskuragarri dago. Prentsa hainbat tona-ahalmenetan hornitu daiteke, hala nola 80 tona, 100 tona, 150 tona, 200 tona, zure beharren arabera.
300 tonako edukiera duen urre eta zilarrentzako txanpon-prensa hidraulikoa, PLC kontrolatzaile programagarri batekin, azken fasean hainbat kolpe egiteko. Prentsak txanpona automatikoki kanporatzeko zilindro bat dauka, mailukatu gabe erraz ateratzeko. Ezaugarri honek txanponaren azken akabera hobea eskaintzen du. Txanpon-prensa hidrauliko hau 1,0 gramotik 100,0 gramorako pisua duten urrezko eta zilarrezko txanponak egiteko egokia da eta 10,0 HP-ko (7,5 KW) sistema elektrikoek elikatzen dute eta sistema elektriko eta kontrol-panel egokiekin hornitzen da. Txanpon-prentsaren diseinu honek presio-doikuntza kontrolatzea dauka tenporizadorearekin, itzulera-kolpearen aurreko azken presio-denbora doitzeko. Botoi bidezko kontrolaren bidez eta ziklo bakarreko moduan automatikoki erabil daiteke.
Txanponak egiteko prentsa hidraulikoaz eta xafla-laminagailu zehatzaz gain, urre eta zilarrezko xaflak egiteko indukzio-urgailua edo galdaketa jarraitua behar dituzu, urre eta zilarrezko barrak mozteko makina eta bibrazio-leuntzeko makinak, urre eta zilarrezko txanponak egiteko planta osoa konfiguratzeko beharrezkoak direnak.
Parametro teknikoak
| Modelo zenbakia | HS-100T | HS-200T | HS-300T |
| Tentsioa | 380V, 50/60Hz | 380V, 50/60Hz | 380V, 50/60Hz |
| Potentzia | 4KW | 5,5 kW | 7,5 kW |
| Gehienezko presioa | 22Mpa | 22Mpa | 24Mpa |
| Lan-mahaiaren ibilbidea | 110 mm | 150 mm | 150 mm |
| Gehienezko irekiera | 360 mm | 380 mm | 380 mm |
| Lan-mahaiaren mugimendu-abiadura igotzea | 120 mm/s | 110 mm/s | 110 mm/s |
| Lan-mahaiaren atzeranzko abiadura | 110 mm/s | 100 mm/s | 100 mm/s |
| Lan-mahaiaren tamaina | 420 * 420 mm | 500 * 520 mm | 540 * 580 mm |
| Pisua | 1100 kg | 2400 kg | 3300 kg |
| Aplikazioa | bitxietarako eta urrezko lingoteetarako, txanponetarako logotipoaren estanpazioa | ||
| Ezaugarria | Aukerarako servo motorra, botoiarekin funtzionatzea / aukerarako Simens PLC kontrol sistema | ||
Txanponak Egiteko Sistema Automatiko Osoa
Hasung-ekin bankuan jar zaitezke txanponak egiteko lerrorako irtenbide integrala eskaintzeko. Fabrikazio paketeak tokiko gidaritza, txanponak egiteko ekipamendua eta prozesuan zehar eskalatzen laguntzeko ingeniariak barne hartzen ditu. Gure ingeniariek urrezko txanponak egiteko prozesuen ikerketan parte hartu dute eta txanpon-etxe ezagun handietan aholkulari tekniko gisa aritu dira.
Hasung-ek txanponak egiteko arazoak konpontzean jartzen du arreta, metal preziatuei buruzko urratsez urratseko argibideak eskainiz. 20 urte baino gehiago daramatzagu urrezko eta zilarrezko txanponak egiteko makinen abangoardian, ingeniaritza zerbitzu profesional eta zehatza, tokiko prestakuntza eta laguntza teknikoa ditugu. Gure Zerbitzuak.
Argitaratze data: 2022ko uztailak 4









